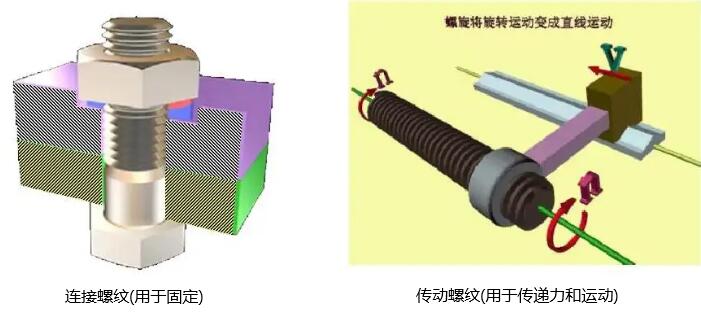
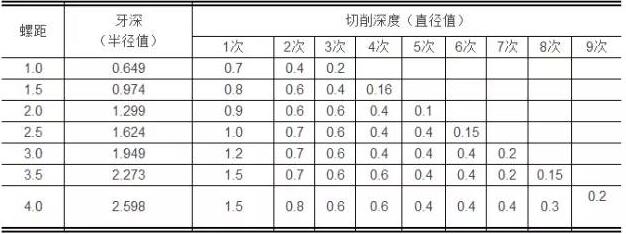
對連接螺紋,其加工方法主要為:攻絲,套絲,車絲,滾絲,搓絲等。 對傳動螺紋,其加工方法主要為:粗精車---磨,旋風(fēng)銑---粗精車等。 下面介紹各種加工方法: 1.螺紋切削 一般指用成形刀具或磨具在工件上加工螺紋的方法﹐主要有車削﹑銑削﹑攻絲﹑套絲﹑磨削﹑研磨和旋風(fēng)切削等。車削﹑銑削和磨削螺紋時(shí)﹐工件每轉(zhuǎn)一轉(zhuǎn)﹐機(jī)床的傳動鏈保證車刀﹑銑刀或砂輪沿工件軸向準(zhǔn)確而均勻地移動一個(gè)導(dǎo)程。在攻絲或套絲時(shí)﹐刀具(絲錐或板牙)與工件作相對旋轉(zhuǎn)運(yùn)動﹐并由先形成的螺紋溝槽引導(dǎo)著刀具(或工件)作軸向移動。 螺紋車削在車床上車削螺紋可采用成形車刀或螺紋梳刀(見螺紋加工工具)。用成形車刀車削螺紋﹐由于刀具結(jié)構(gòu)簡單﹐是單件和小批生產(chǎn)螺紋工件的常用方法﹔用螺紋刀車削螺紋﹐生產(chǎn)效率高﹐但刀具結(jié)構(gòu)復(fù)雜﹐只適于中﹑大批量生產(chǎn)中車削細(xì)牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達(dá)到8~9級(jb2886-81﹐下同)﹔在專門化的螺紋車床上加工螺紋﹐生產(chǎn)率或精度可顯著提高。 2.螺紋銑削 在螺紋銑床上用盤形銑刀或梳形銑刀進(jìn)行銑削。盤形銑刀主要用于銑削絲桿﹑蝸桿等工件上的梯形外螺紋。梳形銑刀用于銑削內(nèi)﹑外普通螺紋和錐螺紋﹐由于是用多刃銑刀銑削﹑其工作部分的長度又大于被加工螺紋的長度﹐故工件只需要旋轉(zhuǎn)1.25~1.5轉(zhuǎn)就可加工完成﹐生產(chǎn)率很高。螺紋銑削的螺距精度一般能達(dá) 8~9級﹐表面粗糙度為r 5~0.63微米。這種方法適用于成批生產(chǎn)一般精度的螺紋工件或磨削前的粗加工。 3.螺紋磨削 主要用于在螺紋磨床上加工淬硬工件的精密螺紋。按砂輪截面形狀不同分單線砂輪和多線砂輪磨削兩種。單線砂輪磨削能達(dá)到的螺距精度為5~6級﹐表面粗糙度為r 1.25~0.08微米﹐砂輪修整較方便。這種方法適于磨削精密絲杠﹑螺紋量規(guī)﹑蝸桿﹑小批量的螺紋工件和鏟磨精密滾刀。多線砂輪磨削又分縱磨法和切入磨法兩種。縱磨法的砂輪寬度小于被磨螺紋長度﹐砂輪縱向移動一次或數(shù)次行程即可把螺紋磨到最后尺寸。切入磨法的砂輪寬度大于被磨螺紋長度﹐砂輪徑向切入工件表面﹐工件約轉(zhuǎn)1.25轉(zhuǎn)就可磨好﹐生產(chǎn)率較高﹐但精度稍低﹐砂輪修整比較復(fù)雜。切入磨法適于鏟磨批量較大的絲錐和磨削某些緊固用的螺紋。 4.螺紋研磨 用鑄鐵等較軟材料制成螺母型或螺桿型的螺紋研具﹐對工件上已加工的螺紋存在螺距誤差的部位進(jìn)行正反向旋轉(zhuǎn)研磨﹐以提高螺距精度。淬硬的內(nèi)螺紋通常也用研磨的方法消除變形﹐提高精度。 5.攻絲和套絲 攻絲 是用一定的扭距將絲錐旋入工件上預(yù)鉆的底孔中加工出內(nèi)螺紋。套絲是用板牙在棒料(或管料)工件上切出外螺紋。攻絲或套絲的加工精度取決于絲錐或板牙的精度。加工內(nèi)﹑外螺紋的方法雖然很多﹐但小直徑的內(nèi)螺紋只能依靠絲錐加工。攻絲和套絲可用手工操作﹐也可用車床﹑鉆床﹑攻絲機(jī)和套絲機(jī)。 螺紋車切削用量選擇原則 由于螺紋的螺距(或?qū)С蹋┦怯蓤D樣指定的,所以選擇車削螺紋時(shí)的切削用量,關(guān)鍵是確定主軸轉(zhuǎn)速n和切削深度ap。 1)主軸轉(zhuǎn)速的選擇 根據(jù)車削螺紋時(shí)主軸轉(zhuǎn)1轉(zhuǎn),刀具進(jìn)給1個(gè)導(dǎo)程的機(jī)理,數(shù)控車床車削螺紋時(shí)的進(jìn)給速度是由選定的主軸轉(zhuǎn)速決定的。螺紋加工程序段中指令的螺紋導(dǎo)程(單頭螺紋時(shí)即為螺距),相當(dāng)于以進(jìn)給量f(mm/r)表示的進(jìn)給速度vf vf = n f (1) 從式1可以看出,進(jìn)給速度vf 與進(jìn)給量f成正比關(guān)系,如果將機(jī)床的主軸轉(zhuǎn)速選擇過高,換算后的進(jìn)給速度則必定大大超過機(jī)床額定進(jìn)給速度。所以選擇車削螺紋時(shí)的主軸轉(zhuǎn)速要考慮進(jìn)給系統(tǒng)的參數(shù)設(shè)置情況和機(jī)床電氣配置情況,避免螺紋“亂牙”或起/終點(diǎn)附近螺距不符合要求等現(xiàn)象的發(fā)生。 另外,值得注意的是,一旦開始進(jìn)行螺紋加工,其主軸轉(zhuǎn)速值一般是不能進(jìn)行更改的,包括精加工在內(nèi)的主軸轉(zhuǎn)速都必須沿用第一次進(jìn)刀加工時(shí)的選定值。否則,數(shù)控系統(tǒng)會因?yàn)槊}沖編碼器基準(zhǔn)脈沖信號的“過沖”量而導(dǎo)致螺紋“亂牙”。 2)切削深度的選擇 由于螺紋車削加工為成型車削,刀具強(qiáng)度較差,且切削進(jìn)給量較大,刀具所受切削力也很大,所以,一般要求分?jǐn)?shù)次進(jìn)給加工,并按遞減趨勢選擇相對合理的切削深度。表1列出了常見米制螺紋切削的進(jìn)給次數(shù)和切削深度參考值,供讀者查閱。 表1 常見米制螺紋切削的進(jìn)給次數(shù)和切削深度